

Shunwen Machinery
Shunwen Machinery
如今市场竞争日益激烈,客户对机加工外协商的要求也越来越高,企业必须努力做到留住老客户,争取新客户,才能有效应对激烈的竞争环境。顺文机械坚持客户至上的原则,做到想客户所想、急客户所急之事。
下面跟大家分享两个小案例,看看顺文机械是如何将这个原则具体落实到实际工作中。
案例一:不锈钢件增加表面硬度的方法
图片1
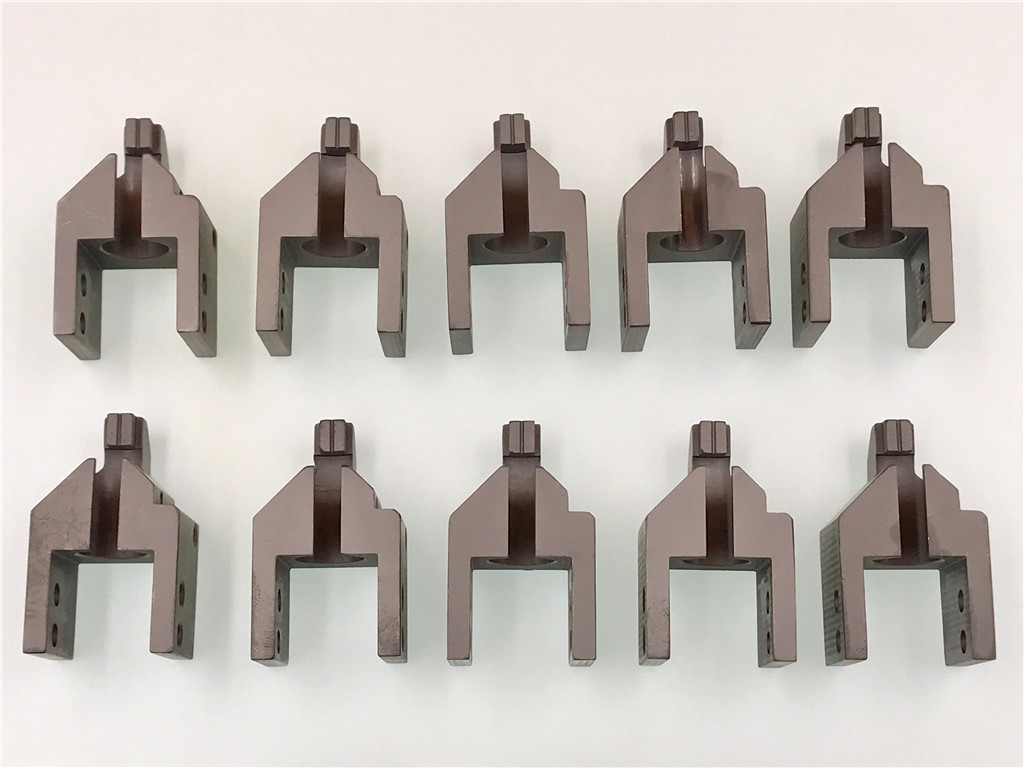
图示部件头部有1*1的v槽,材料为SUS304,刚开始加工时按图加工保证质量交予客户装配使用,后续订单中发现,此零件基本固定采购,经与客户沟通得知此部件为消耗性零件。由于v槽的使用环境有高温及使用频次较高的情况,导致v槽部位容易磨损。由于此部件不能带有磁性,无法使用其他加硬材料,结合以前的加工经验,顺文机械与客户沟通两个方案以提高零部件的使用寿命:
1:采用真空等离子氮化加工,提高不锈钢表面硬度。在0.2kg的试验测试力下,表面硬度为HV1100-1200左右。此方法优点是成本较低,缺点是治标不治本,在一定程度上延长使用时间。
2:v槽易磨损部位,镶嵌无磁性钨钢以提高使用寿命。此方法优点是最大化提高使用寿命,缺点是成本较高。综合考虑,单个部件成本虽提高了不少,同时也减少了更换部件所需的调机时间,提高了产品的生产效率。
因此,方法2更为适合。
图片2
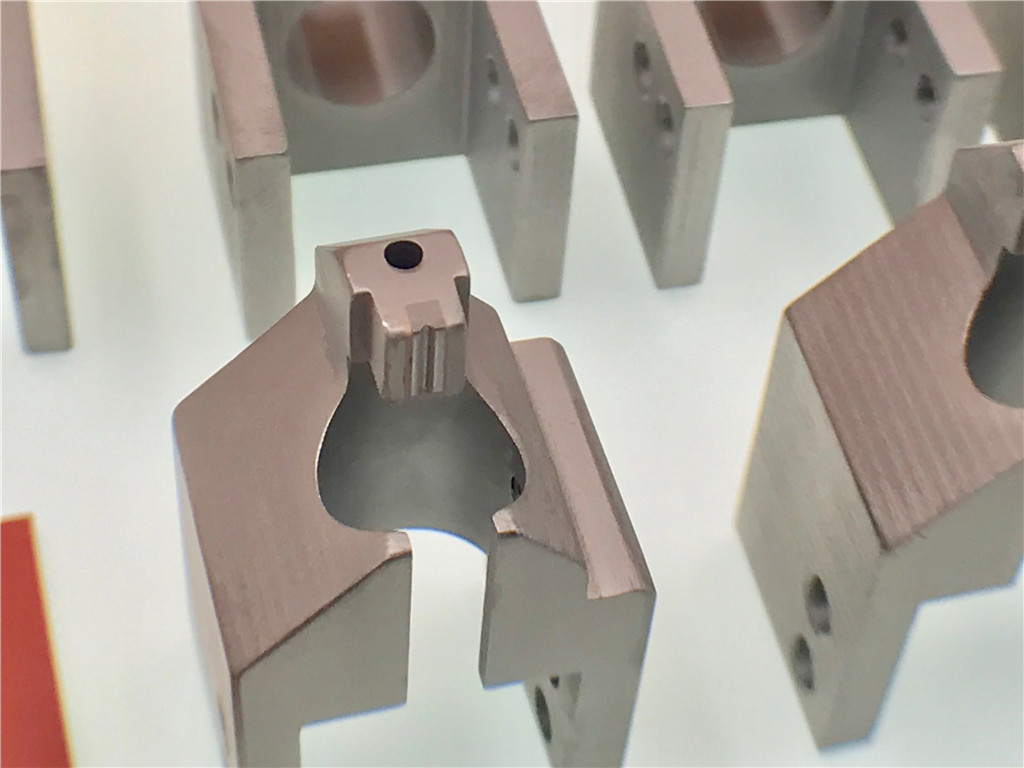
上图:镶嵌无磁性碳化钨图片,俗称“镶嵌钨钢”
图片3

上图:镶嵌无磁性碳化钨图片,俗称“镶嵌钨钢”
案例二:铝件增加表面硬度的方法
一般铝件表面处理方式为阳极,如下图系喷细砂120#后本色阳极,也称本色氧化处理。这是最普通的表面处理要求。
图片4

另一种处理方式称为硬质氧化处理,膜厚一般会增加0.01mm-0.02mm。与前面的普通氧化处理最直观的区别在于颜色:硬质处理颜色为棕色偏黑,如处理时间短的话,颜色则棕色偏白。除了颜色的辨别方法之外,更实际的判断方式是直接用刀片刻划零件,如明显容易划伤则是普通氧化,如难以划伤则是硬质处理。当然,这种处理方式的缺点是氧化成本也较普通的要贵得多,优点则是明显提高表面硬度,增加部件的使用寿命。因此,对于有经常使用的部件,建议采取硬质氧化处理。如下图所示:
图片5

以上是顺文机械跟大家一起分享增加不同材质表面硬度的方法,如有不妥之处,恳请指正!

